|
by Charles Colerich for Horizon Carbide Here are four guidelines to help improve your threading process when threading on a lathe. 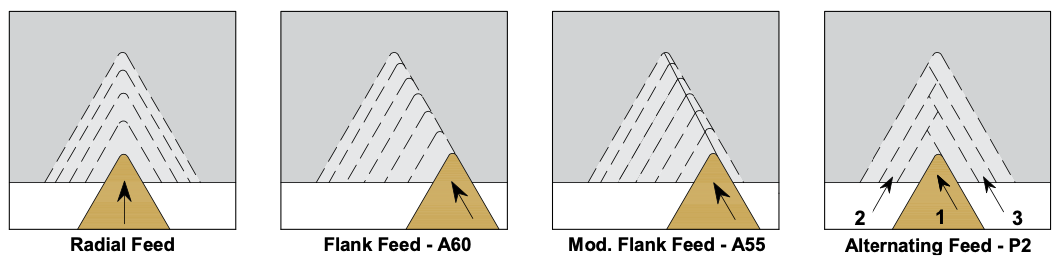 In most applications A55 will double or triple tool life over A60 1. Start Near the top of the SFM rangeAs a good rule of thumb, always start near the top of the Surface Foot per Minute Range for the material that is being threaded. Higher SFM reduces Built-up Edge, the major cause of poor tool life in threading. For Harder or more Abrasive Materials start in the Middle of the SFM range. Once setup is complete SFM can be adjusted for optimum tool life. Tough Micrograin Grade 310 reduces insert chipping from edge build-up at lower SFM and on parts under 1” Diameter. Formulas to calculate Revolutions Per Minute (RPM) and Surface Feet Per Minute (SFM) : RPM = SFM x 12 Divided by Part Diameter x 3.1416 SFM = 3.1416 x Part Diameter, Divided by 12 x RPM 2. Use the G76 Threading CycleAs a second good rule of thumb, use the G76 Threading cycle with Fanuc, Yasac and similar CNC controllers. If P1, P2, P3, & P4 parameters are available, use P1 for most applications. G76 - P1 removes equal amounts of material with every pass. P2 alternates between front & back cutting edges and should only be used on 6 tpi & coarser threads. 3. Set Depth of Cut for the 1st Pass at 20% - 30%Set the Depth of Cut (DOC) for the first past at 20-30% of the thread height per side. G76 controls the depth of cut for the remaining passes. To find the DOC for the 1st Pass multiply the PITCH by 0.6 to get the approximate THREAD HEIGHT. Multiply THREAD HEIGHT by 20 - 30% to get the DEPTH of the 1st Pass. Use less than 20% when threading hard materials or larger thread pitches. Do not use “Spring Passes” under .002 DOC Per Side. EXAMPLE: CALCULATING THE DOC FOR THE FIRST PASS ON A 1/2-20 THREAD 1” 20 =.050PITCH),(.050x.6 =.030 (THREADHEIGHT), .030x.3 =.009 (DEPTHOF1stPASS 4. Use the A55 Parameter to set the Infeed AngleMost CNC Lathe Controls offer a choice of A60, A55, A30 & A29. A60 is the default setting. A55 is equivalent to setting the compound feed on a manual lathe to 27.5°. In most applications A55 will double or triple tool life over A60.
0 Comments
by Charles Colerich for Horizon Carbide 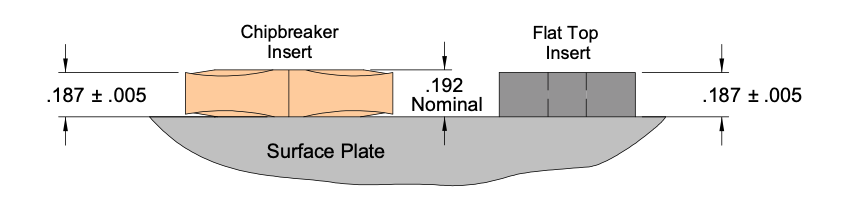 The Industry Standard thickness tolerance for “G” (ground) and “M” (molded) class Inserts is ± .005. This standard was established before the introduction of molded chipbreakers and creates confusion regarding double sided turning Inserts. Negative rake chipbreaker Inserts are nominally thicker than flat top Inserts. An elevated pad on both sides of the Inserts keep the unused edges from contacting the tool holder or shim seat. The tolerance refers to the cutting edge height rather than the Insert thickness. The easiest way to measure the cutting edge height is with a height gage on a surface plate. Tool Holder Insert Height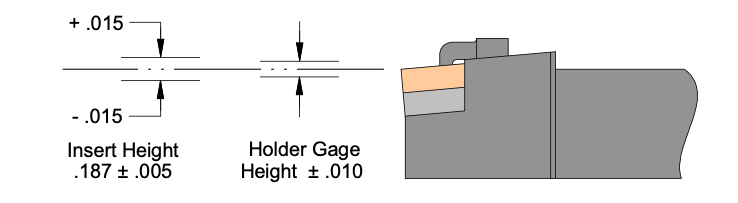 The Industry Standard for Insert height in tool holders is ± .010. This creates a Center Height range of .030 (± .015) when combined with the Insert tolerance of ± .005. For best results on smaller diameter parts and/or small nose radius Inserts the center height should be adjusted to a maximum of ± .001. Insert Cutting Edge Height Insert heights for most negative rake tool holders are set using .031R Gage Inserts.
There are no geometry standards for negative rake 35° tool holders. Insert rake angles vary between manufacturers and range from -6° to -13°. This causes problems with inserts having a nose radius other than .031R. Center Heights for smaller radius inserts drop due to the negative rake angles. The drop is significant with 35° and 55° Negative Rake inserts. Horizon DNGP and VNGP Inserts are ground to the low side of the height tolerance to reduce center height problems. |
BREAKING NEWSCheck the category list below for your subject of interest. We bring you the latest breaking news and tech tips here! Categories
All
Archives
June 2024
|
 RSS Feed
RSS Feed