|
Breakage, Wobble and Rubbing problems are often caused by how the washers are mounted on either side of saw. compiled & edited by Bernard Martin  It's commonly known that when saw thickness is less than 0.125″, keyways can cause stress risers and cracks. That is why washers are often used. However, Breakage, Wobble and Rubbing problems are often caused by how the washers are mounted on either side of saw.
Remember, washers drive the saw in the absence of a drive key. They must always be clean, flat and bur-free. A speck of dirt will let saws wobble and cut oversize. If a saw breaks, it may score the washers. Always check for scoring marks around saw hole for dirt, chips or grit. Shiny spots, as small as a pinpoint, indicate that chips where imbedded under washers. Circular skid marks indicate the nut was not tight. Generally speaking:
Saw Blade Teeth most often break as a result of:
NOTE: HSS saws will turn colors as they heat during cutting. A straw color is the limit. The saw will lose its temper when it starts turning blue.
0 Comments
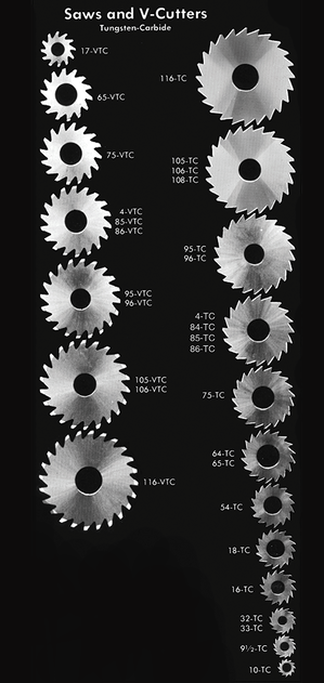
compiled & edited by Bernard Martin  As more and more of our customers are using Martindale Gaylee Circular saws we put together this guide to the commonly asked questions such as "Is there a rule-of-thumb for the number of teeth?" or "How much side clearance should I have?" Here we cover a lot of the fundamentals of selecting the right circular saw blade configuration, some tips, tricks, and troubleshooting for when things go wrong. Circular Saw Feed RatesThese are general cutting speed recommendations for circular saws used in metalcutting from Martindale/Gaylee. The may vary from application to application but are basically some general suggestions starting parameters when using high speed or carbide saws.
Selecting the Proper Number of Teeth in Your Metalcutting SawGenerally speaking, deep cuts and soft material require fewer teeth for chip clearance and stronger teeth (landed). Thin material requires more teeth, but keep-in-mind that at least 2 teeth on the blade need to be engaged in cut. Hard materials and narrow slots (under .025”) likewise require more teeth. Hard Materials require more teeth, and give a smoother cut, but at a much lower production rate. Alternately beveled teeth keep chips from sticking in the cut and in the tooth gullets. And Remember that there should be at least 2 teeth engaged in the cut at all times.
Rake Angles and |
 |  Twist and snap into any ER clamping nut. No special holding nuts required. |
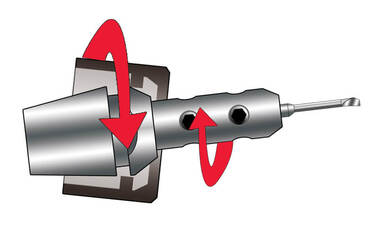
The Ti-Loc® SwissClamp System is a taper-integrated small tooling system is designed to work with virtually any collet or tool holder that employs the ER collet system (DIN6499). The Ti-Loc directly mounts into ANY ER Taper Live or Static Tool Position.
The Ti-Loc® System works with any existing tool holder and most all ER collet clamping nuts. Simply insert the Ti-Loc holder into any ER nut and twist to align the locking cam profile jus was you would for any ER collet.
The Ti-Loc® SwissClamp System can be used in any machine that has ER collet live tooling. It comes standard with ER 11, ER16 and ER20 taper arbors that serve as their own collet, eliminating need for two-piece arbor system.
This single piece design adds rigidity of set-up and improves total indicated runout (TIR). In fact, it reduces tolerance “stacking” to an incredibly low TIR of less than 0.0002". To top it off, it's less expensive & more cost effective than most comparable two-piece arbor systems.
A recommended maximum saw thickness is approximately 0.080”
The Ti-Loc® System works with any existing tool holder and most all ER collet clamping nuts. Simply insert the Ti-Loc holder into any ER nut and twist to align the locking cam profile jus was you would for any ER collet.
The Ti-Loc® SwissClamp System can be used in any machine that has ER collet live tooling. It comes standard with ER 11, ER16 and ER20 taper arbors that serve as their own collet, eliminating need for two-piece arbor system.
This single piece design adds rigidity of set-up and improves total indicated runout (TIR). In fact, it reduces tolerance “stacking” to an incredibly low TIR of less than 0.0002". To top it off, it's less expensive & more cost effective than most comparable two-piece arbor systems.
A recommended maximum saw thickness is approximately 0.080”
Gold Star Precision Series
Saw Arbors

Gold Star Precision Series Saw Arbors
Martindale Gaylee also offers a Gold Series reach arbor. These arbors are heat treated and ground to 0.0004” T.I.R. concentricity and squareness.
The Gold Series are engineered for use with carbide saws and where accuracy is a must. This VIBRA-CORE design, along with the deep low profile caps, gives extra support and less vibration.
The Gold Series are engineered for use with carbide saws and where accuracy is a must. This VIBRA-CORE design, along with the deep low profile caps, gives extra support and less vibration.
General Purpose Series
Saw Arbors

General purpose slitting slotting saw arbor
Martindale Gaylee's general purpose slitting/slotting saw arbors are all ardened all over (58/60 Rc) for added toughness on cutter locating surfaces and shanks.
The General Purpose Series Saw Arbors shanks ground to within 0.001" T.I.R. of cutter location diameter. They have an extra long, strong body with a protective black oxide finish. The super low profile on caps allows the cutter to reach areas inaccessible with conventional arbors.
Stout plug: extra support, less vibration sum up the benefits of this style. Oh, and Weldon style shanks are readily available.
The General Purpose Series Saw Arbors shanks ground to within 0.001" T.I.R. of cutter location diameter. They have an extra long, strong body with a protective black oxide finish. The super low profile on caps allows the cutter to reach areas inaccessible with conventional arbors.
Stout plug: extra support, less vibration sum up the benefits of this style. Oh, and Weldon style shanks are readily available.
Custom Saw Arbors

An example of a Custom Saw Arbor
Can be made extra-long for reach beyond or inside part features
- Accommodates multiple cutters for straddle or profile
- Different outside diameter cutters on the arbor
- ID grooving operations
- Made with or without keyways

Sspec your own custom saw arbor
BREAKING NEWS
Check the category list below for your subject of interest. We bring you the latest breaking news and tech tips here!
Categories
All
AB Tool
Accu-Hold
Achteck
Achteck AP100S
Arbor: Custom
Arbor: Gold Star
Arbor: Ti-Loc Swiss
Balance Systems
BlueGrip Adhesive
Blue Photon
BRISC Magnetics
BRM Brush Research
BRM - Brush Research
BRM Flexhone
B-Safe X System
Carbide Insert Height
Carbide Inserts
Carbide Insert Thickness
Carbide Insert Tolerance
Carbide Saws
CFT Coolant Fed Tooling
CNC Milling
CNC Swiss
CNC Turning
Drilling
George Whalley
GMN USA
Horizon Carbide
IMTS
Inserts
Jergens
Jergens 52-96
Jergens Ball Lock
Jergens Fixture Pro
Machine Tool Monitoring
MAQ
MAQ Devibe Bar
MAQ Digital Protractor
Martindale Saw
Masa Microconic
Micrograd
Pratt Burnerd
Saw Arbor
SOPH Magnetics
SOUTHTEC
Spade Drills
Tapmatic
TapMatic DeBurr-Z
Tapmatic TapWriter
Tech Tips
Toolholder Insert Height
Troubleshooting
Turning: ID Grooving
Turning: OD Grooving
Turning: Threading
WhizCut
WhizCut PZ
WhizHip
WhizTwin
Widen
Workholding
Workholding Magnetic
Archives
June 2024
May 2024
April 2024
March 2024
February 2024
January 2024
December 2023
November 2023
October 2023
September 2023
August 2023
July 2023
June 2023
May 2023
April 2023
March 2023
February 2023
January 2023
December 2022
November 2022
October 2022
September 2022
August 2022
April 2022
January 2022
July 2021
 RSS Feed
RSS Feed